- Peking Jinyehong Metallurgical Machanical Equipment Corp Ltd.
- bjmmec@yeah.net
- +86 15201347740/+86 13121182715



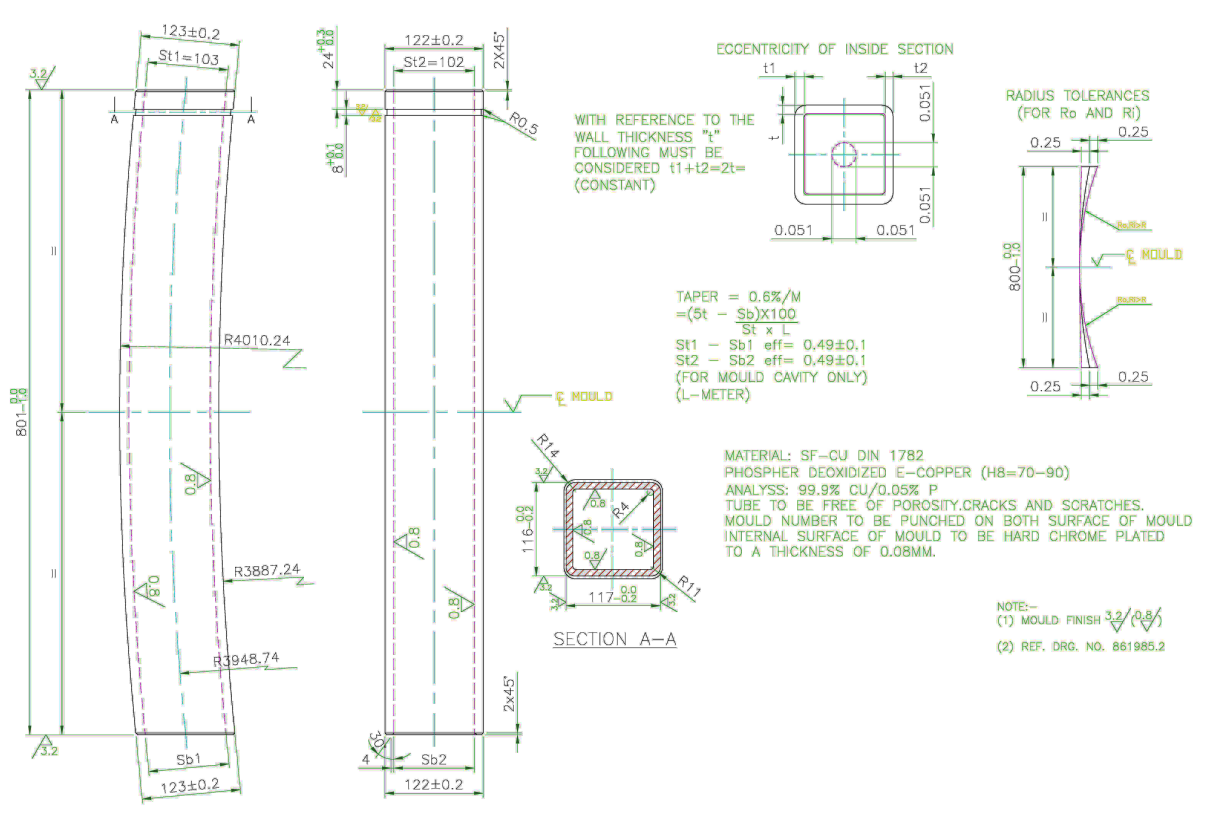
Verbundkupferformrohr
Einführung der Verbundbeschichtung
Es bezieht sich auf Multi-Coating-Schicht. IE -Materialien von 2 Typen müssen nacheinander an das Kupferrohr beschichtet werden. Die erste Schicht einer Nickel-Cobalt-Legierung ist als Zwischenschicht auf das Kupferrohr zu beschichten, basierend auf der zweiten Chromschicht als Anti-Wearplating-Technik:
Die Verbundbeschichtung besteht aus harter Chrombeschichtung, es gibt zwei Arten von sogenannten Niclel-Cobalt-Legierung, von denen man ein Amido-Sulfonsäure-System mit Nickel-Aminosulfonat und Kobalt Aminosulfonat als Rohstoffe ist, während das andere das Schwefelsäuresystem mit Nickelsulphat & Nickel ist Kobalt als Rohstoffe. Ersteres ist dem letzteren überlegen in der Technik für Nickelsulfat mit hohem Stress, der wahrscheinlich von der Beschichtung abnimmt. Im Gegensatz dazu das Amido-Sulfonsäure-System mit geringem Stress auf eine gute Stabilität.
Vorteile
Nickel-Cobalt-Beschichtung als Übergangsschicht zur Erhöhung der Durchgangslebensdauer von flüssigem Metall, mit anderen Worten, da der Expansionsfaktor von Kupfer und Chrom bei Heizung und Abkühlung völlig unterschiedlich ist von der Beschichtung. Vor der Chrombeschichtung fungiert eine Übergangsschicht von Nickel-Cobalt einen Puffer, der von den Tropfenproblemen frei ist, was die Auswirkungen auf die Beschichtung drastisch verringert, um die Lebensdauer zu erhöhen und zu kühlen.
Temperatur: 20 ℃, (1E-6 /k oder 1E-6 /℃)
| Metall | Expansionsfaktor |
| Kupfer | 6.20 |
| Nickel | 13.0 |
| Chrom | 17.5 |
Fahrenlebensdauer von flüssigem Metall: 8.000 mt (Chrombeschichtung)

Die Lebensdauer von flüssigem Metall: 10.000 mt (Verbundbeschichtung)

Kupferformrohre für kontinuierliche Gussmaschine haben wie folgt hervorragende Eigenschaften:
1. Ausgezeichneter Abriebfestigkeit;
2. hohe Temperaturen standhalten;
3.. Gute Korrosionsresistenz;
4. hohe Stärke und hohe Härte;
5. Gute Wärmeissipation